10年專注全自動稱重充絨設備研發生產制造
核心成員擁有充絨設備行業10-15年制造經驗,團隊運營效率提高30%。采用新的設計理念,設備運行效率100%,可為您節約30%運行成本
服裝家紡制造行業—研發、生產、安裝一站式解決方案。
擁有全自動稱重充絨設備專利技術多項;充絨設備設備高級工程師20名,擁有五年以上服裝行業生產制造經驗,一大批技術精湛的焊工、鈑金工師傅。
常熟百聯擁有40人研發團隊,從構思到設計,再到專人跟蹤和團隊支持服務,可7*24小時滿足廣大用戶多樣化定制需求。


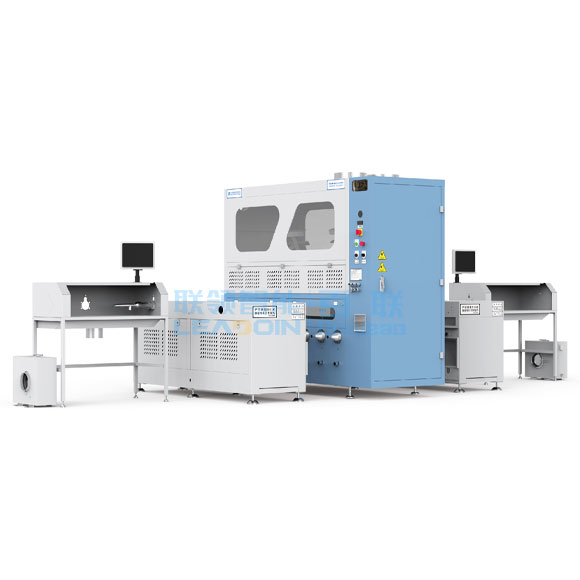
針對不同客戶生產廠房情況,提供一對一專屬定制設計服務,以達到最優化的生產區域布局,提高生產效率,降低人工成本。
服裝家紡制造行業—研發、生產、安裝一站式解決方案。
擁有全自動稱重充絨設備專利技術多項;充絨設備設備高級工程師20名,擁有五年以上服裝行業生產制造經驗,一大批技術精湛的焊工、鈑金工師傅。
常熟百聯擁有40人研發團隊,從構思到設計,再到專人跟蹤和團隊支持服務,可7*24小時滿足廣大用戶多樣化定制需求。
10年專注全自動稱重充絨設備研發生產制造
10年專注全自動稱重充絨設備研發生產制造
發布時間:2024-08-15
8月15號,大義派出所錢警官來本公司開展“破除網絡謠言 清朗網絡空間”專題講座,部分職工參與聽講。錢警官首先講述了什么...
發布時間:2021-12-16
2021年12月,為加強公司干部梯隊建設,激發隊伍活力,打造忠誠干凈擔當的干部員工隊伍,結合公司高質量發展及價值成長的目...
發布時間:2021-11-16
為了進一步加強校園的安全工作,營造安全、穩定、和諧的生產環境,增強各部門的消防安全意識,了解消防安全知識,提高應急逃生能...
2021-10-26百聯——2021武漢國際智能縫...
2021-10-26期待金色九月的重逢!百聯機械邀...
2021-10-26百聯春季展會預告
2021-10-26百聯展會預告
2021-10-26百聯7月展會
2021-10-26百聯 5月展會預告
2021-10-26百聯4月展會預告
2021-10-26百聯2018年3月份展會預告
2024-08-15百聯開展“破除網絡謠言??清朗...
2021-12-16人才培養,賦能未來--常熟百聯...
2021-11-16百聯機械|開展消防演練,筑牢生...
2021-11-162021湖北省服裝商會學習考察...
2021-11-16“美化生活 . 民法典相伴”普...
2021-11-16聯動春日 鑄造未來
2021-11-16中共肥城市委辦參觀考察百聯機械
2021-11-012021高階主管領導力培訓圓滿...
2021-11-03百聯充絨機 進絨口堵絨處理方法
2021-11-03百聯充絨機 亞克力罐堵絨操作
2021-11-03軸固定座的加油保養操作
2021-11-03換絨操作
2021-11-03砝碼檢查稱重量校準的操作
2021-11-03清理炮筒內絨灰的操作
2021-11-03清理炮筒內絨灰的操作
2021-11-03更換主體箱頂部的除塵透氣袋